

How to Optimize the Potassium Fertilizer Production Process for Maximum Output and Lower Costs
we are constantly asked the same questions from everyone, from factory managers in Southeast Asia, procurement managers in the Middle East, to farmers who are first engaged in fertilizer manufacturing. It always has the same content. Why does the production volume fall short of the target, and where exactly does that money go?
After more than a decade working directly with production facilities — walking production floors, troubleshooting granulation lines, reviewing energy cost breakdowns — the answer almost always traces back to one root cause: an inefficiently structured potassium fertilizer production process. Getting this right isn’t about installing the most expensive machines. It’s about understanding where the losses actually hide.
Why the Potassium Fertilizer Production Process Underperforms
The potassium fertilizer production process looks straightforward on paper. Raw potash ore or refined potassium chloride enters the system, gets processed, granulated, dried, and screened. Simple enough. But each stage carries its own failure modes.
Variations in the moisture content of raw materials can lead to a decline in the quality of the entire batch. Variations in granulation temperature can lead to uneven formation of particles. If the drying cycle is too long, it will not improve quality and will waste energy. Sometimes the screening system becomes clogged, resulting in slower processing speeds. These are not catastrophic failures. however, inefficiencies are slowly but steadily accumulating, getting worse every day, gradually decreasing profit margins.
As far as I’ve seen on the ground, most facilities are losing 8% to 15% of their potential production due to process defects that are not properly diagnosed. However, with the right approach, most of these losses can be recovered.
Core Equipment in a Potash Production Line
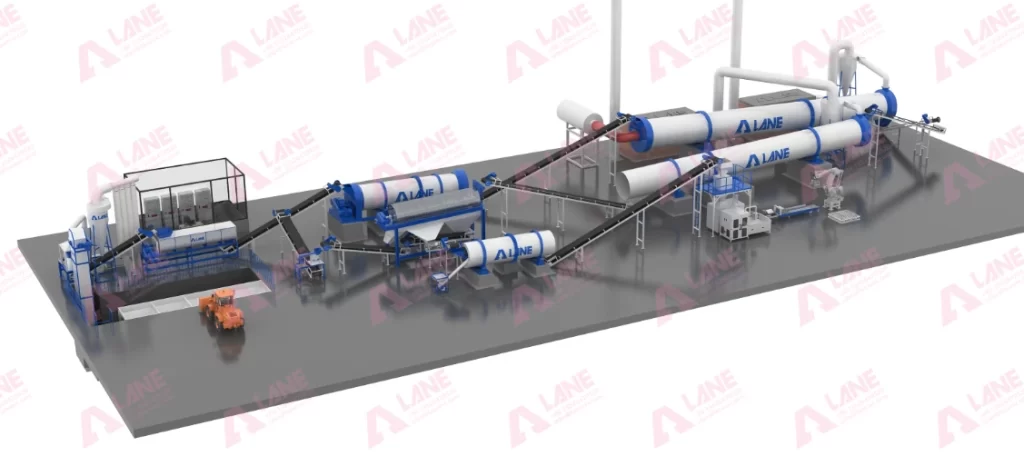
Before we talk optimization, let me walk through the key units that define a properly configured production line:
- Rotary drum granulator— the workhorse of most large-scale lines. Handles high throughput, maintains consistent granule formation when properly calibrated.
- Disc granulator— better for smaller batches or specialized formulations, offering more precise granule size control.
- Rotary drum dryer— critical for post-granulation moisture control. Must be matched in capacity to the granulator output; mismatches create bottlenecks.
- Rotary drum cooler— often overlooked. Sending hot granules directly to packaging causes clumping and product degradation.
- Vibrating screen— separates on-spec product from oversized or undersized granules. Screening efficiency directly determines product quality consistency.
- Belt conveyor system— connects all units. Poor design creates inter-stage delays, spillage, and material loss.
- Dust collection system— potassium chloride dust is both a health hazard and a raw material loss. Proper collection recaptures fines back into the process stream.
Each unit must be sized relative to the others. A common mistake — and I see it more than you’d think — is over-specifying the granulator while under-specifying the dryer. The result is a line theoretically capable of high potash production output but practically bottlenecked at drying.
Optimization Strategies That Actually Work
1. Raw Material Conditioning
The potassium fertilizer production process is only as reliable as what you feed into it. Raw potassium chloride needs consistent moisture content and particle size before granulation. Installing a pre-conditioning mixer at the intake stage dramatically improves granule uniformity downstream.
2. Granulation Parameter Control
For many facilities, this aspect represents the greatest benefit. The performance of a rotary drum type granulator largely depends on the rotational speed, the amount of steam injected, and the stability of the supply rate. By setting an accurate operating parameter range and actually complying with it, granulation efficiency can be improved by 10 to 20% without additional capital investment.
3. Thermal Management Across the Line
Drying and cooling aren’t afterthoughts. Facilities that actively monitor inlet and outlet temperatures in their rotary drum dryers consistently produce more uniform product than those running on fixed, unmonitored settings. Adaptive temperature management reduces energy consumption while improving product quality simultaneously. Let me tell you — this single discipline change has meaningfully improved production economics at multiple potash production sites I’ve worked with directly.
4. Closed-Loop Fines Recycling
During each manufacturing process, fine particles (micropowders) are generated that cannot be completely removed through sieving. By returning a properly designed powder collection conveyor to the inlet of the pellet machine, you can recover 3-6% of the total production that should have been discarded or sold at a reduced value. When considered over the course of a year, this amounts to a considerable volume.
5. Predictive Maintenance Scheduling
Reactive maintenance is expensive. It stops your line when it’s running, forces emergency repairs, and compounds stress across the whole potash production system. Basic predictive protocols — vibration monitoring on granulator drives, bearing checks on conveyor systems, thermal imaging on dryers — consistently reduce unplanned shutdowns. The potash production facilities that consistently outperform their peers almost always have stronger maintenance discipline, not dramatically better equipment.
Choosing the Right Equipment Partner
Optimizing a potassium fertilizer production process is ultimately a systems problem, not a components problem. How machines are integrated, sized, and configured matters more than individual unit specifications.
LANE, a Henan-based large-scale fertilizer production equipment manufacturer, designs integrated potash production lines that specifically address these integration challenges — pre-engineered configurations built to eliminate the sizing mismatches that undermine so many facilities’ performance. Working with a partner who understands the full process chain makes a tangible difference in long-term output consistency.

Mistakes That Cost More Than They Save
Pursuing short-term throughput targets results in overloading the granulator. Skip the cooling cycle during periods of peak production. Feeling that achieving daily goals was urgent, he continued operating the screen even after the scheduled maintenance interval had passed. Such shortcuts entail far greater costs than the amount of money that could be saved. This process places far greater emphasis on discipline and consistency than on the pursuit of sheer processing capacity.
Final Thoughts
Maximizing output and reducing costs in potash production isn’t a one-time fix. It’s a systematic, ongoing discipline — raw material conditioning, equipment calibration, thermal management, fines recovery, and smart maintenance all working together. Facilities that outperform their peers are running comparable equipment more consistently, with tighter controls and clearer visibility into where their losses actually occur.
If you’re ready to benchmark your current potassium fertilizer production process, identify key inefficiencies, or evaluate a full line upgrade, reach out to our team. We offer no-obligation process reviews for manufacturers at every scale.
Frequently Asked Questions
Q1: What is the most common cause of output loss in a potassium fertilizer production process?
Process stage mismatches — particularly between granulation and drying capacity. When the dryer can’t pace the granulator, product quality drops and effective throughput falls. Proper equipment sizing at the line design stage prevents this.
Q2: How does potash production differ for KCl versus potassium sulfate (SOP)?
Potassium chloride is typically processed through compaction or drum granulation routes. Potassium sulfate is more hygroscopic and chemically sensitive, requiring more controlled environments and lower drying temperatures. Equipment configuration must reflect the specific production chemistry involved.
Q3: What granule size is standard for commercial potassium fertilizer?
Most markets specify 2mm to 5mm in diameter. Screening systems are calibrated to this range, with oversized material crushed and recycled, and undersized fines returned to the granulator.
Q4: How much energy does a typical potassium fertilizer production line consume?
Rotary drum dryers typically account for 40% to 60% of total line energy consumption. Optimizing drying parameters — inlet temperature, residence time, airflow — offers the clearest path to energy cost reduction in most facilities.
Q5: Can an existing production line be upgraded without full replacement?
Yes, that is true in most cases. phased upgrades, such as replacing undercapacity dryers, adding powder collection conveyors, or introducing the latest sorting equipment, can significantly improve performance without replacing the entire line. Process audits conducted by experienced engineers are the best starting point.
Q6: What role does moisture control play in the potassium fertilizer production process?
Moisture is the factor that has the greatest impact on granulation performance. If there is too little moisture, this will lead to poor granulation and the formation of fine powder particles. if too much moisture is present, the granular material becomes larger and the shape becomes uneven, causing overload on the dryer. Adjusting the moisture content of raw materials to the target range of 2–5% is the foundation for maintaining stable product quality.

For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520




Send a message to us