

How to Plan a Mineral Fertilizer Factory Setup: Line Selection, Layout & ROI Breakdown
Getting a mineral fertilizer factory setup right from the start saves you from costly redesigns down the road. I’ve seen plenty of investors rush into procurement without a solid plan — and the consequences aren’t pretty. Delayed commissioning, mismatched equipment capacities, regulatory headaches. The good news? With a structured approach, you can avoid all of that.
This guide walks you through the key decisions every mineral fertilizer plant investor needs to address: which production line suits your targets, how to think about plant layout, and what realistic ROI actually looks like.

Start With the Product, Not the Equipment
Here, many people hold the opposite view. Before looking at the machine, it is first necessary to clarify the specifications of the product. What mineral content do you aim for? What is the size and shape of the particles—are they granules, powders, or prills?
The answers drive everything else. A mineral fertilizer plant producing straight NPK granules operates very differently from one focused on compound mineral blends or single-nutrient products. And a mineral fertilizer factory setup built for the African smallholder market has completely different throughput and packaging requirements than one supplying industrial agriculture in Eastern Europe.
in my experience, investors who have finalized product specifications before talking to equipment suppliers have a more refined budget and shortened outsourcing periods.
Choosing the Right Production Line
Once you’re clear on outputs, line selection becomes a lot more logical. There are three main configurations worth knowing:
High-temperature granulation lines suit investors targeting hard, dense granules with high nutrient uniformity. Energy-intensive, but the product quality justifies it in premium markets.
Compound NPK blending lines are lower-capex and faster to set up. Good if you’re entering the market quickly and plan to scale later.
Single-nutrient processing lines — like those for processed phosphate or potassium chloride — often require specialized size reduction and drying stages that add both cost and complexity.
To be honest, most first-time operators underestimate how much the line configuration affects the overall mineral fertilizer plant footprint and utilities budget. Get this decision right early.
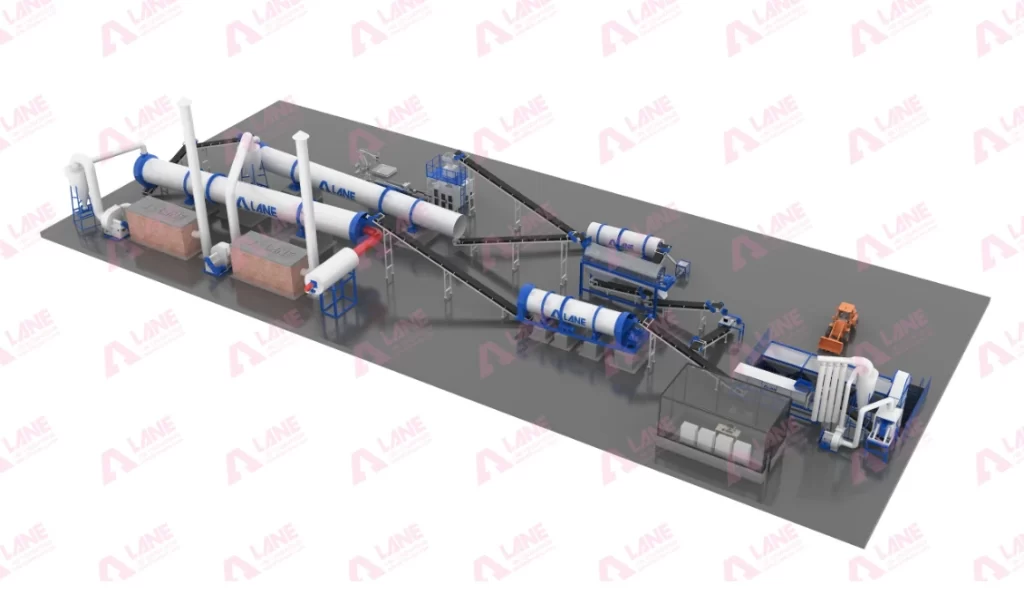
Core Equipment You’ll Need
Here’s a realistic breakdown of the main machinery involved in a standard mineral fertilizer factory setup:
- hammer crusher— primary size reduction for raw mineral inputs
- Raymond mill— fine grinding for materials requiring controlled particle distribution
- Rotary drum granulator— the workhorse of most granulation lines; handles high-volume throughput with consistent shaping
- Rotary drum dryer cooler— Removes post-granulation moisture to hit stability targets while lowering product temperature before screening and packaging.
- Vibrating screen— separates on-spec granules from oversized or undersized material
- Belt conveyor system— connects every stage of the line; layout efficiency depends heavily on how these are configured
- Dust collector— critical for emissions compliance and operator safety
- Automatic packaging machine— speed and accuracy here directly affect warehouse throughput
Suppliers like LANE offer complete mineral fertilizer factory setup packages where these components are engineered to work as an integrated system — which matters more than most buyers initially realize. Mismatched capacities between, say, your granulator and your dryer create bottlenecks that are expensive to fix after installation.
Plant Layout: Think in Flow, Not Sections
A common mistake is designing a mineral fertilizer plant around available land rather than around material flow. The two priorities should be: minimize vertical and horizontal transport distances, and isolate dust-generating stages from packaging areas.
Roughly speaking, a compact processing line that handles production volumes of 10 to 30 t/h usually requires 3,000 to 6,000 square meters of roofed production space and additional space for raw material storage and finished products. Large-scale projects will expand in scale accordingly.
utility zones, such as power supply, water treatment, gas treatment, etc., should be planned at the time of the layout and installed not afterwards. From what I have seen on the ground, issues with utility integration are the primary cause of operational delays at new power plants.
ROI: What the Numbers Actually Look Like
Let’s be direct. A mid-scale mineral fertilizer factory setup — say 20 t/h capacity — typically involves total investment in the range of $800,000 to $2.5 million USD depending on automation level, local civil costs, and feedstock complexity.
The repayment periods vary widely. In markets where domestic demand is strong and import competition is limited, well-managed operations have reached breakthroughs in 2.5 to 4 years. The first 18 months are the most challenging period, marked by efforts to optimize throughput and establish sales channels.
influencing factors are the stability of raw material procurement, energy costs, and the degree of efficiency to which the line approaches the capacity of the brand plate.
Final Thought
A mineral fertilizer factory setup is a long-term asset. The decisions you make in planning — product focus, line configuration, layout logic — compound over years of operation. Don’t cut corners on pre-engineering. Talk to operators who’ve run similar lines. And work with equipment partners who can support you past commissioning, not just through it.
Ready to move from planning to procurement? Contact LANE’s project engineering team for a free capacity assessment and equipment proposal tailored to your mineral fertilizer plant requirements.
FAQ
Q1: What is the minimum viable capacity for a mineral fertilizer plant?
Most commercial operations start at 5–10 t/h. Below that, fixed costs per ton make it difficult to compete on price unless you’re targeting a highly specialized or local market.
Q2: How long does it take to set up a mineral fertilizer factory from scratch?
From contract signing to first production, expect 8–14 months for a standard mid-scale plant. Larger or more complex mineral fertilizer factory setup projects can run 16–20 months depending on civil works and equipment lead times.
Q3: What permits and certifications are typically required?
Requirements vary by country, but most jurisdictions require environmental impact assessments, emissions compliance documentation, and product registration for the mineral fertilizer grades you plan to sell. Start this process early — it often takes longer than the equipment procurement.
Q4: Can an existing plant be retrofitted to add mineral fertilizer lines?
Yes, and it’s more common than greenfield builds in established markets. The key constraints are available floor space, utilities capacity, and whether existing material handling infrastructure can handle the new line’s throughput demands.
Q5: What’s the difference between a compound mineral fertilizer plant and a blending plant?
Compound plants chemically or physically bond nutrients through granulation — producing a uniform particle with a fixed NPK ratio. Blending plants mix separate granules of different nutrients. Blending lines are cheaper to set up but produce less uniform products.
Q6: How do I estimate raw material requirements for my mineral fertilizer factory setup?
Work backwards from your target output tonnage and desired NPK or mineral grade. Factor in processing losses — typically 3–8% depending on equipment efficiency and input material quality. Your equipment supplier should provide material balance calculations as part of any serious project proposal.

For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520




Send a message to us