

NPK Fertilizer Production Line: The Complete 2026 Guide
NPK fertilizer production lines turn raw materials like urea, DAP, MOP, and fillers into compound fertilizer granules that contain nitrogen (N), phosphorus (P), and potassium (K) in precise ratios. A full production line integrates batching, crushing, mixing, granulation, drying, cooling, screening, coating, and packaging — each stage directly affecting the final product’s nutrient uniformity, granule hardness, and shelf stability.
Most lines today fall into three capacity bands: small-scale (1–2 TPH for startups and regional blending plants), mid-tier (5–10 TPH for commercial producers), and large industrial setups (20+ TPH for OEM and export-oriented operations). The equipment selection changes significantly at each tier — what works for a 1 TPH line will bottleneck a 10 TPH plant in under six months.
This guide walks through every step of the manufacturing process, lays out real equipment costs, compares the four mainstream granulation methods, and includes actual project references from a 5 TPH line in the U.S. and a 10 TPH installation in Turkey. No fluff. Just what you need to spec, budget, and build.
Why NPK Fertilizer Dominates the Global Compound Fertilizer Market
Three numbers explain why NPK owns the compound fertilizer space: 190 million tons of global NPK demand in 2025, a 3.2% CAGR that has held steady since 2018, and a per-hectare application rate that keeps climbing as soil depletion accelerates across South Asia, Sub-Saharan Africa, and Latin America.
But the raw demand numbers only tell half the story.
The structural reason NPK keeps winning is simple: farmers don’t want to think about blending. A 15-15-15 NPK granule gives them predictable nutrient release in one pass across the field. No separate urea top-dressing. No triple superphosphate side-banding. One product, one application, predictable yield response. That operational simplicity — not just the agronomic benefit — is what drives procurement managers at large ag cooperatives and government tender programs to default to NPK over straight fertilizers.
Then there’s the manufacturing economics. An NPK production line that can formulate 12-24-12 in the morning and switch to 20-10-10 by afternoon gives a plant operator pricing flexibility that a single-nutrient line can’t touch. When MOP prices spike, you adjust the potassium ratio. When urea floods the market, you push nitrogen-heavy blends. The line itself doesn’t care — it’s all in the batching system’s recipe management.
From an investment perspective, the payback math stacks up differently by region. In Southeast Asia, a 5 TPH NPK line running at 70% utilization typically recovers capital within 28–36 months, assuming local raw material sourcing and a 200-km distribution radius. In North America, the same line takes closer to 48 months — not because margins are worse, but because regulatory compliance, civil works, and labor costs push the upfront number higher. Either way, the equipment itself accounts for only 55–65% of total project cost. Civil construction, installation, and commissioning eat the rest.
One trend worth watching in 2026: specialty NPK grades are growing 2× faster than commodity blends. 12-32-16 with zinc, 15-15-15+5S with sulfur coating, 10-26-26 with boron — these aren’t niche products anymore. They’re the fastest-growing SKU category across distributors in Brazil, Nigeria, and India. And producing them requires a line with precise batching tolerance (±0.5% or better) and a granulation process that handles micronutrient powders without segregation. We’ll get into which granulation method handles this best in Section 10.
NPK Fertilizer Production Process Flow Diagram
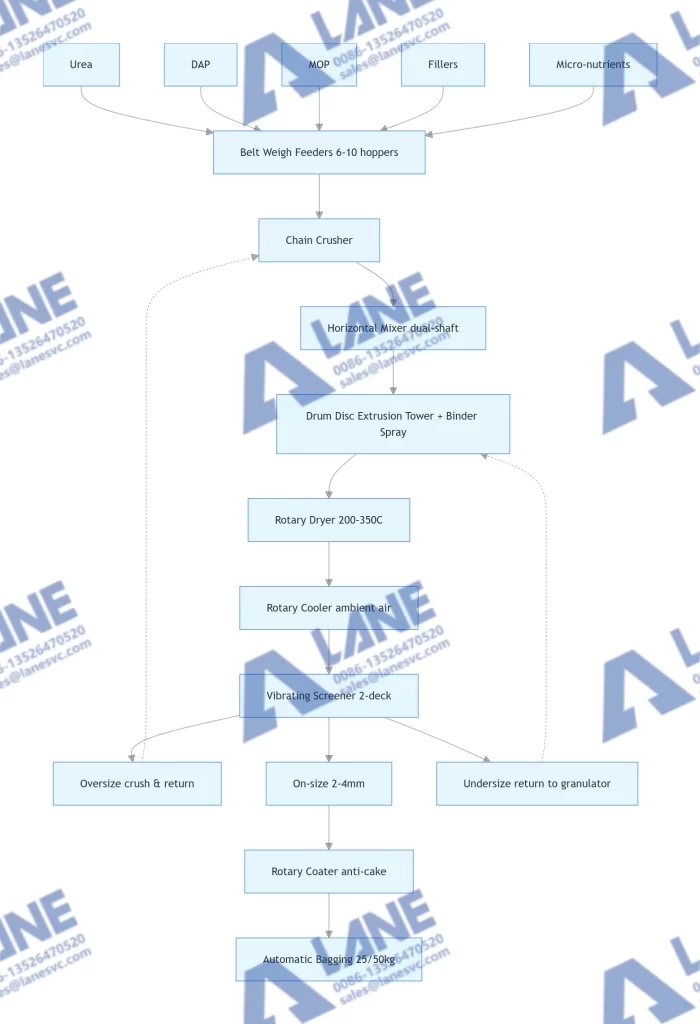
Figure 1: Complete NPK fertilizer production process — from raw material intake to finished bagged product.
The flow above is the standard configuration for a drum or disc granulation NPK line. Extrusion and tower granulation follow different paths (no drying step for extrusion; tower granulation replaces the dryer with a prilling tower). We cover those variants in the process comparison section.
Core Equipment List
Every NPK fertilizer production line shares a common backbone of nine equipment stations. The specific sizing, material, and configuration change by capacity — but the functional blocks don’t.
| Equipment | Function | Key Specification | Material |
|---|---|---|---|
| Automatic Batching System | Weighs and doses 6–10 raw materials per formula recipe | Weighing accuracy ±0.2–0.5%; PLC-controlled load cells | 304 SS hopper liners; carbon steel frame |
| Crusher | Reduces oversized raw materials and recycled oversize granules to <3mm | Chain or cage type; 3–30 TPH throughput | High-manganese steel hammers/cages |
| Mixer | Homogenizes crushed powders + binder before granulation | Dual-shaft or ribbon; 85–95% homogeneity in 3–5 min | SS-lined trough; alloy steel paddles |
| Granulator | Forms powder into spherical granules via agglomeration or compaction | Rotary drum, disc pan, double-roller extrusion, or tower | Rubber/SS-lined drum; wear-resistant scrapers |
| Dryer | Reduces granule moisture from 12–18% to 2–3% | Rotary drum; inlet temp 200–350°C; L/D ratio 5–8:1 | Carbon steel shell; refractory-lined combustion chamber |
| Cooler | Brings granules to ambient + 5–10°C for screening and storage | Rotary drum or fluidized bed; counter-flow ambient air | Carbon steel; SS air inlet vanes |
| Screener | Separates on-size product (2–4 mm) from oversize and undersize | Vibrating double-deck; mesh 3–5 mm; 1.5–3° inclination | SS304 mesh; carbon steel frame with rubber damping |
| Coating Machine | Applies anti-caking agent and colorant to finished granules | Rotary drum with atomizing spray; 0.5–1.5% coating rate | SS-lined drum; metering pump with heated tank |
| Packing Machine | Weighs and seals finished product into 25/50 kg bags or bulk bags | Electronic quantitative scale; 6–12 bags/min; ±0.1% accuracy | SS product-contact parts; automatic sewing/heat-seal |
What often gets overlooked: The batching system’s recipe storage capacity. A system that holds only 8 recipes will frustrate you within the first year of operation. Most commercial plants run 20–40 active NPK formulas across different crop programs and seasons. Specify at least 50-recipe storage and make sure the PLC supports USB recipe import. This one detail saves more downtime than any equipment upgrade you’ll make later.
7-Step NPK Fertilizer Manufacturing Process
Step 1: Raw Material Preparation
![Raw material storage area with urea, DAP, MOP, and filler stockpiles — Image placeholder]
Raw material prep is where 80% of quality problems get locked in — and most of them can’t be fixed downstream.
NPK production draws from five raw material categories. Nitrogen sources: urea (46-0-0), ammonium sulfate (21-0-0-24S), and occasionally ammonium nitrate. Phosphorus sources: DAP (18-46-0), MAP (11-52-0), and single superphosphate (0-16-0). Potassium: MOP (0-0-60) and SOP (0-0-50). Fillers: dolomite, limestone powder, bentonite, or kaolin clay — these aren’t just cheap volume; they control granule density, hardness, and dissolution rate. Micronutrients: zinc sulfate, borax, ferrous sulfate, manganese oxide — added at 0.1–2% by weight, often pre-blended with a filler to prevent agglomeration in the hopper.
The prep area needs three things right: storage segregation, moisture control, and pre-screening. Raw materials stored in the same bay without physical dividers will cross-contaminate. Urea fines drifting into the MOP pile create hot spots in the granulator that cause uneven nutrient distribution. Moisture is the second problem — urea and ammonium sulfate are hygroscopic. If your storage humidity stays above 60% for more than 48 hours, those materials start clumping, and a clumped raw material destroys batching accuracy. Budget for a dehumidifier in the storage area; it’s cheaper than the yield loss from bad batches.
Pre-screening is the third piece. Raw DAP and MOP often arrive with 5–15% oversized particles (+5mm) straight from the supplier. If those hit the crusher without pre-screening, you’re paying to crush material that’s already within spec. A simple rotary screener ahead of the crusher pays for itself in 14–18 months through reduced power consumption and hammer wear.
Step 2: Automatic Batching
![Automatic batching system with 8-hopper array, belt weighers, and PLC control panel — Image placeholder]
Batching is where the NPK ratio becomes real. The difference between a 15-15-15 that tests at 15.2-14.8-15.1 and one that tests at 14.1-15.7-14.3 is the batching system’s dynamic accuracy under load.
A properly spec’d batching station uses individual weigh hoppers — each raw material gets its own load cell and feed belt. The PLC cycles through the recipe: hopper 1 doses urea to setpoint, hopper 2 doses DAP, and so on. Dynamic accuracy (measured while material is flowing, not static) should stay within ±0.5%. Check that spec carefully. Some manufacturers quote static accuracy of ±0.1%, which looks great on a datasheet and means nothing when material is moving at 2 tons per hour.
The practical limiting factor for most lines is hopper count. 6 hoppers handles a basic NPK formula: urea, DAP, MOP, filler, and two micronutrient pre-blends. But if you’re producing specialty grades with sulfur, zinc, boron, and a separate coating binder — that’s 8–10 hoppers minimum. Expanding from 6 to 8 hoppers adds roughly $12,000–$18,000 to the batching system cost. Adding them after commissioning costs $25,000+ and means a week of downtime. Plan for the formulas you’ll run in year three, not year one.
Recipe management deserves its own mention. The PLC should support at minimum: recipe selection by name (not by number), batch weight totalization with auto-stop, real-time deviation alarms, and daily production logging to USB. Ask for a demo of the recipe changeover sequence before you sign — some systems take 8–12 minutes to cycle between formulas, others do it in under 3. In a plant running 6 formula changes per day, that gap alone is an hour of production lost to changeover.
Step 3: Crushing & Mixing
![Chain crusher feeding into horizontal dual-shaft mixer — Image placeholder]
The crusher and mixer form a single functional unit — material enters the crusher at the top, discharges into the mixer below by gravity or short belt, and exits as a homogeneous powder ready for granulation.
The crusher size is dictated not by your raw material intake rate but by your recycle ratio. In drum granulation, 30–50% of the material exiting the screener is off-spec (oversize + undersize) and gets crushed and returned to the process. So a 5 TPH line running at a 1:1 recycle ratio actually pushes 10 TPH through the crusher. Size the crusher for total throughput, not fresh feed. Undersizing the crusher leads to the single most common bottleneck in NPK plants — the recycle loop backs up, the granulator starves for fines, granulation efficiency drops, and now your recycle ratio climbs further. It’s a death spiral that takes about 4 hours to cascade from “slightly undersized crusher” to “line is down.”
The mixer following the crusher has one job: homogeneity. If the mixed powder isn’t chemically uniform, every granule exiting the granulator will carry a different NPK ratio. No amount of screening or coating fixes that. A dual-shaft horizontal mixer with counter-rotating paddles achieves 90–95% homogeneity in 3–5 minutes for most NPK formulations. Ribbon mixers work too but add 2–3 minutes to the cycle time and produce more fines from shear.
Binder addition happens in the mixer, not the granulator. Adding liquid binder (typically water, steam, or a urea-ammonium nitrate solution at 3–8% by weight) here gives more even distribution than spraying it onto the granulation bed. One spray bar across the mixer discharge chute. Done right, the material leaving the mixer holds 8–14% moisture and balls lightly in your hand when squeezed — that’s your go/no-go for granulation readiness.
Step 4: Granulation
![Rotary drum granulator in operation, showing granule formation and binder spray — Image placeholder]
Granulation is the heart of the NPK line and the decision point that shapes everything downstream. Four methods dominate — and your choice determines your dryer size, your recycle ratio, your energy bill, and which NPK grades you can actually produce. (Full comparison in Section 10.)
Rotary drum granulation is the workhorse. Powder enters a rotating drum at 3–5° inclination, steam or liquid binder sprays onto the rolling bed, and particles agglomerate into granules through a combination of tumbling, capillary forces, and chemical bonding. Recycle ratio runs 0.5:1 to 1:1. Granule roundness is high, hardness is moderate to high, and the process handles the widest range of formulations. 70%+ of NPK lines worldwide use drum granulation.
Disc pan granulation uses an inclined rotating pan (usually 2–6 meters diameter, 40–60° tilt). Powder feeds onto the pan, binder sprays from above, and granules roll and classify themselves by size — larger granules migrate to the rim and spill over automatically. Recycle ratio is lower (0.2:1 to 0.5:1) than drum granulation, which means smaller downstream equipment and lower energy use. The catch: disc pan granulation is sensitive to feed consistency. If your raw material particle size distribution shifts by more than 10%, granulation efficiency drops noticeably.
Double-roller extrusion skips the wet granulation step entirely. Dry powder passes between two counter-rotating rollers under 8–15 MPa of pressure, forming a compacted sheet that gets crushed and screened to size. No dryer. No binder. No steam system. Energy use is 40–60% lower than drum granulation, and the capital cost is 30% lower because you’re not buying a dryer, cooler, or dust collection for those sections. The trade-off: granules are angular, not spherical, and hardness is lower unless you run higher compaction pressure — which increases roller wear.
Tower/prilling granulation melts the feedstock, sprays droplets from the top of a 60–100m tower, and lets them solidify during free-fall. Produces perfectly spherical, high-hardness granules. Also costs $8–15 million and uses 3–5× the energy of drum granulation. Reserved for large-volume urea-based NPK where product premium justifies the investment.
Step 5: Drying & Cooling
![Rotary dryer with hot air furnace and cyclone dust collection — Image placeholder]
Wet granules leaving the granulator carry 12–18% moisture. At that level, they’ll cake into a solid block inside the storage silo within 72 hours — even with anti-caking coating applied. The dryer’s job is to pull that down to 2–3% without thermally degrading the nutrients. Urea starts decomposing at 132°C. Phosphate reversion (water-soluble P converting back to citrate-insoluble) accelerates above 180°C. So inlet temperature needs to be hot enough to dry effectively but not so hot it damages the product.
The standard spec: rotary drum dryer, co-current airflow (hot gas and wet material enter from the same end), inlet gas temperature 200–350°C, outlet granule temperature 60–80°C, residence time 15–30 minutes. The co-current design is non-negotiable for NPK — counter-current would expose the driest, hottest granules to the hottest gas at the discharge end, maximizing thermal degradation exactly where it does the most damage.
Drum L/D ratio (length to diameter) matters more than most buyers realize. An L/D of 5:1 gives 15 minutes of residence time for most NPK formulations. At 8:1, you get 25–30 minutes — needed for high-moisture formulations or when ambient humidity is consistently above 70%. In Southeast Asia and coastal West Africa, spec 7:1 or 8:1. In dry climates like the Middle East or inland Australia, 5:1 to 6:1 is fine.
Cooling follows immediately after drying. The rotary cooler uses ambient or slightly chilled counter-flow air to drop granule temperature from 60–80°C to within 5–10°C of ambient. Skip this step and two things happen: (1) hot granules entering the screener soften the screen mesh, reducing service life by 60–70%; (2) hot granules bagged directly will sweat inside the bag, activating whatever anti-caking agent you applied and turning the bag contents into a single solid lump by the time it reaches the distributor.
A properly paired dryer-cooler set generates 800–1,500 m³/h of dust-laden exhaust per ton of product. That air needs cyclone separation followed by wet scrubbing before it can be released. Budget $25,000–$60,000 for the dust collection train on a 5 TPH line. Skimp here and you’ll be cleaning NPK dust off neighboring properties within a month.
Step 6: Screening & Coating
![Double-deck vibrating screener with oversize return chute, undersize return conveyor, and product discharge — Image placeholder]
The screener defines your product. A 2-deck vibrating screen with 3–5 mm mesh separates the dryer-cooler output into three streams: oversize (+4 mm) gets crushed and returned to the mixer; undersize (-2 mm) returns directly to the granulator as seed material; and on-size (2–4 mm) proceeds to coating. This is also where your product uniformity spec gets enforced. If the purchase order says “90% between 2–4 mm” and your screener efficiency drops to 85%, you’re shipping 5% off-spec material — and a fertilizer distributor who loads a spreader with inconsistent granules will notice within the first hectare.
Screener efficiency depends on three variables: deck angle (1.5–3° works for NPK; steeper increases throughput but reduces separation accuracy), amplitude (4–6 mm vibration stroke), and mesh cleaning. NPK granules, especially those with MOP, are slightly hygroscopic even after drying. They’ll eventually blind the screen mesh if cleaning balls or ultrasonic deblinding isn’t used. Budget for self-cleaning screens — the cost difference is about $3,000–$5,000 per deck and it eliminates 80% of screening-related downtime.
Coating is deceptively simple and routinely under-invested. The granules enter a small rotary drum where a metering pump atomizes anti-caking agent (typically an amine-based liquid or a mineral oil + talc blend) at 0.3–1.0% by weight onto the rolling granule bed. For sulfur-coated NPK, this stage also applies the elemental sulfur layer via molten spray.
Two things that go wrong: (1) the spray nozzles clog because the coating agent wasn’t preheated to the right viscosity — fix this with a heated tank and recirculation loop; (2) coating uniformity is poor because the drum RPM and the spray pattern weren’t tuned together — fix this by running a coating uniformity test (dye the coating agent, coat 10 kg of product, and visually inspect granule coverage) during commissioning and after every nozzle replacement.
The coating station is also where colorants go in for product differentiation. A 15-15-15 in blue granules and a 20-10-10 in red granules costs you maybe $0.40/ton in colorant but lets distributors visually confirm they’re loading the right product at a glance. Worth it.
Step 7: Packaging
![Automatic bagging line with electronic scale, bag clamp, sewing head, and palletizing station — Image placeholder]
The packaging station turns bulk granules into a shippable product. Standard configuration: electronic quantitative scale → bag clamp/opener → fill spout → sewing machine or heat sealer → belt conveyor → optional palletizer. Speed: 6–12 bags per minute for 25–50 kg bags. For bulk bag (500–1,000 kg) filling, you’ll need a separate station with a weigh platform and bulk bag hanger frame.
The quantitative scale is the final quality gate. A ±0.1% weighing accuracy on a 50 kg bag means ±50 grams — tight enough for commercial sale and tight enough to avoid overfilling (which costs you about $2.40/hour in lost product on a 6-bag/minute line). Electronic scales with auto-tare and fill-weight logging give you audit trails for every shift. Mechanical scales don’t.
Bag material choice depends on your distribution channel and storage conditions. Woven polypropylene with an inner PE liner is the standard for 25–50 kg bags headed to distributors and retailers — it’s cheap ($0.12–$0.18/bag in bulk), UV-resistant grades available, and the liner provides a moisture barrier. For export shipments with 6–8 week transit times through humid ports, spec a thicker liner (minimum 40 microns) and add a desiccant packet. The cost of replacing a container-load shipment that arrived as a solid block of fused NPK will quickly make you glad you did.
Production Capacity Comparison
The investment-to-capacity curve for NPK lines isn’t linear. A 5 TPH line costs roughly 2.5× what a 2 TPH line costs, not 2.5× more — but it produces 2.5× the output with only 1.4× the labor. The economics improve with scale until you hit about 15 TPH, after which the per-ton savings taper off. Here’s how the numbers break down:
| Parameter | 1 TPH | 2 TPH | 5 TPH | 10 TPH | 20 TPH |
|---|---|---|---|---|---|
| Annual Output (tons)* | 2,400–3,600 | 4,800–7,200 | 12,000–18,000 | 24,000–36,000 | 48,000–72,000 |
| Equipment Investment | $45K–$75K | $80K–$130K | $180K–$280K | $350K–$520K | $700K–$1.1M |
| Total Project Cost** | $90K–$150K | $150K–$260K | $320K–$520K | $600K–$900K | $1.2M–$2.0M |
| Floor Space (m²) | 150–300 | 300–500 | 500–1,000 | 1,000–2,000 | 2,000–4,000 |
| Installed Power (kW) | 45–75 | 80–140 | 180–300 | 350–550 | 650–1,000 |
| Operators per Shift | 3–4 | 4–6 | 6–8 | 8–12 | 12–18 |
| Typical ROI Period | 18–30 months | 18–28 months | 24–36 months | 30–48 months | 36–60 months |
| Best For | Regional blending startup; single-crop programs | Mid-size distributor; 2–3 county radius | Commercial producer; state/regional distribution | Established manufacturer; national distribution | OEM/export; multi-country supply contracts |
* Based on 300 working days/year, 8–12 hours/day operation ** Includes equipment, installation, civil works, commissioning, and initial spare parts
A 5 TPH line is the most common entry point for serious commercial production. Below that, labor and overhead costs per ton eat into margins. Above 10 TPH, raw material sourcing and logistics become the binding constraint — you need supply contracts and distribution networks that match the output, or you’re building inventory you can’t move.
Real Project Cases
Case 1: 5 TPH NPK Fertilizer Production Line — United States

In 2023, a Midwest agricultural cooperative commissioned a 5 TPH NPK production line to supply compound fertilizers to roughly 200 member farms across three states. Before this installation, the cooperative was bulk-blending purchased straight fertilizers — a model that worked when freight costs were low and NPK margins were thin. By early 2023, both of those conditions had shifted.
The problem: Bulk-blended product was losing shelf stability within 4–6 weeks. Granules of different sizes and densities were segregating during transport (the “brazil nut effect” in every truckload — larger urea granules migrating to the top, denser MOP sinking to the bottom). Farmers were getting inconsistent nutrient distribution in the field, and the cooperative was absorbing return costs.
The solution: A complete drum granulation line with 6-hopper automatic batching, chain crusher, dual-shaft mixer, 1.8 × 8 m rotary drum granulator with steam injection, 1.5 × 8 m rotary dryer (L/D 5.3:1), 1.2 × 8 m rotary cooler, double-deck vibrating screener, rotary coater, and 6-bag/minute packing station. Total installed power: 240 kW. Floor space: 720 m² in an existing warehouse retrofit.
Results after 18 months of operation:
- Average output: 4.8 TPH (running at 80% of nameplate due to formula changeover time)
- 14 active NPK formulas, with 5 running weekly
- Product uniformity: 92% of granules in 2–4 mm range (contract spec was 88%)
- Granule hardness: 18–22 N (average), up from 8–12 N in the previous bulk-blended product
- Customer returns dropped from ~4% to under 0.5%
- Total project cost: $440,000 (equipment: $255,000; installation + civil: $120,000; commissioning + training: $35,000; initial spare parts: $30,000)
The key lesson from this installation wasn’t technical — it was operational. The cooperative found that running longer batches (8+ hours on the same formula) cut changeover waste by 60% compared to their initial 4-hour batch schedule. Running fewer, longer campaigns reduced downtime and improved granulation consistency because the drum didn’t need to re-stabilize after each changeover.
Case 2: 10 TPH NPK Fertilizer Production Line — Turkey

A fertilizer manufacturer near Izmir, serving the Turkish domestic market plus export customers in the Middle East and North Africa, commissioned a 10 TPH NPK line in early 2024. This project had a different set of constraints than the U.S. case: higher ambient humidity (65–75% year-round), 3-shift continuous operation to meet export order volumes, and a product mix that included 12-24-12+Zn, 15-15-15+5S, and 20-10-10.
Equipment configuration: 8-hopper automatic batching (the extra two hoppers handle sulfur-coated urea and zinc sulfate pre-blend), chain crusher rated at 15 TPH (to handle 1:1 recycle ratio), dual-shaft mixer with steam pre-conditioning, 2.2 × 10 m rotary drum granulator, 2.0 × 14 m rotary dryer (L/D 7:1 to handle the humid coastal air), 1.5 × 10 m rotary cooler, double-deck screener with ultrasonic mesh cleaning, rotary coater with heated anti-cake system, dual packing lines (one for 50 kg bags at 8 bags/min, one for 1,000 kg bulk bags).
Key challenges and how they were solved:
- Humidity: The dryer L/D was spec’d at 7:1 instead of the standard 5:1. This added ~$28,000 to the dryer cost but prevented the moisture-caking problems that had plagued a competitor’s line in the same region. After 14 months, product moisture at bagging consistently tests below 2.5%.
- Sulfur-coated NPK: Producing 15-15-15+5S required a separate sulfur melting and metering system integrated with the coater. This added $19,000 to the project but opened up a product category that commands a $15–$22/ton premium in the Turkish market.
- MENA export compliance: Export shipments to North Africa required 50 kg heat-sealed bags with 50-micron liners plus pallet wrapping. The packing station was configured with both sewing and heat-seal capability from day one, avoiding a $12,000 retrofit.
Results after 14 months:
- Sustained output: 9.2 TPH average across all formulas
- 22 active formulas, including 5 specialty NPK grades with micronutrients
- Product exported to 7 countries across MENA and Southeastern Europe
- 3-shift operation, 290 days/year, producing ~32,000 tons in year one
- Total project cost: $780,000 (equipment: $465,000; installation + civil: $210,000; commissioning + training: $55,000; spare parts: $50,000)
Production Line Selection Guide by Application
The right NPK line configuration depends less on budget than on what you’re actually trying to sell and to whom. Here’s how the decision breaks down:
Small-Scale Startup Plant (1–2 TPH)
Who it’s for: Regional blending operations, agricultural cooperatives serving 50–200 farms, entrepreneurs entering a single-crop NPK market (e.g., tobacco fertilizer in one province).
Recommended configuration: Disc pan granulation or double-roller extrusion. Skip the dryer if using extrusion — it’s a $40,000–$70,000 capital saving and eliminates the natural gas/burner operating cost. If using disc pan, spec a compact dryer (L/D 5:1, small footprint).
What to prioritize:
- Batching accuracy over speed. At 1–2 TPH, a ±0.5% dynamic batching system adds about $2.50/ton in amortized equipment cost and saves $6–$8/ton in over-formulation waste.
- Mobility. Some 1 TPH disc pan lines can be skid-mounted and relocated inside a week — useful if you’re testing market demand across multiple regions.
- Simplicity. 3–4 operators per shift. No full-time process engineer. The PLC should be operable by someone who learned it in a day.
Common mistake: Buying a 1 TPH line thinking “we’ll scale up later.” A 1 TPH drum granulation line can’t be meaningfully upgraded to 5 TPH — the drum diameter is wrong, the dryer is undersized, and the batching hoppers are too few. If 5 TPH is the 3-year plan, buy modular equipment that can run at 1–2 TPH initially with space and conveyor routing pre-planned for the capacity upgrade.
Medium Commercial Plant (5–10 TPH)
Who it’s for: Established fertilizer manufacturers expanding into compound NPK, large cooperatives, national distributors backward-integrating into production.
Recommended configuration: Rotary drum granulation with 6–8 hopper batching, steam-conditioned mixer, full dryer-cooler train, and dust collection including wet scrubbing.
What changes at this scale:
- Automation matters. A 5 TPH line with manual batching adjustments loses 8–12% throughput to operator variability. PLC-controlled recipe management with automatic feedback from the screener (recycle ratio) to the granulator (binder feed rate) recovers most of that loss.
- Steam pays for itself. Steam injection in the granulator drum increases granulation efficiency by 15–25% compared to water-only binder, which directly reduces the recycle ratio. Lower recycle = lower crusher and dryer load. On a 10 TPH line running 6,000 hours/year, steam costs about $18,000/year in natural gas and saves about $35,000/year in reduced electricity, crusher wear parts, and dryer fuel. It’s a net-positive trade.
- Dust collection isn’t optional. At 5+ TPH, the visible dust plume from an unscrubbed system will attract regulatory attention. Wet scrubbing adds $30,000–$50,000 in capital cost but eliminates 95%+ of particulate emissions.
Common mistake: Underinvesting in the batching system. An 8-hopper system costs $25,000–$35,000 more than a 6-hopper. If your product roadmap includes specialty NPK with 2–3 micronutrients, those two extra hoppers become essential. Adding them later costs 2× and means cutting into the batching platform structure.
Large Industrial / OEM Plant (20+ TPH)
Who it’s for: Volume exporters, government tender suppliers, multi-national fertilizer corporations producing 50,000–100,000 tons/year.
Recommended configuration: Rotary drum or tower granulation (depending on product premium), 10+ hopper batching, redundant crushers and mixers on separate process lines feeding a shared dryer, fully automated packing and palletizing.
What’s different at this scale:
- Redundancy is mandatory. At 20 TPH, 8 hours of unplanned downtime costs $35,000–$50,000 in lost output. Dual crushers, dual mixers, and a bypass conveyor around the dryer let you keep running at reduced capacity during maintenance.
- Logistics dominate plant design. A 20 TPH line producing 60,000 tons/year needs roughly 90,000 tons of raw material inbound and 60,000 tons of product outbound. That’s 6–8 truckloads per day each direction. If your site can’t handle that traffic or doesn’t have 1,500+ m² of covered raw material storage, the equipment spec is irrelevant.
- Product quality consistency drives contracts. Large OEM buyers test every shipment. Granule hardness below 15 N or size distribution outside 90% in the 2–4 mm band are grounds for rejection. Invest in real-time process monitoring: online moisture analyzers, automatic sampler stations, and SPC charting that the QC lab can access in real time.
Common mistake: Building a 20 TPH line with equipment from a supplier whose core competency is 5–10 TPH. The engineering difference between a 10 TPH drum granulator and a 20 TPH drum granulator isn’t “twice as big” — it’s different bearing assemblies, different drive torque requirements, different internal lifters and scraper geometry. Work with manufacturers who have commissioned at least three lines at 15+ TPH.
Cost Breakdown
NPK fertilizer production line costs break into five categories. Equipment is the biggest line item, but the non-equipment costs frequently surprise first-time buyers. Here’s how a typical 5 TPH line in the $320,000–$520,000 total project range allocates:
| Category | % of Total | Typical Range (5 TPH) | Notes |
|---|---|---|---|
| Equipment | 55–65% | $180,000 – $280,000 | All machinery from batching through packing. Includes motors, gearboxes, PLC, and control panels. Does not include interconnecting conveyors (often quoted separately — confirm this). |
| Installation | 15–20% | $50,000 – $95,000 | Mechanical installation, electrical wiring, piping (steam/water/air), dust collection ductwork. Gets more expensive if your site lacks overhead crane access — mobile cranes add $5,000–$10,000/day. |
| Civil Construction | 12–18% | $40,000 – $85,000 | Equipment foundations, floor reinforcement for the dryer (the single heaviest item), drainage, raw material storage bays, finished product warehouse modifications. Existing buildings: budget on the lower end. Greenfield: budget on the upper end. |
| Operator Training | 3–5% | $8,000 – $18,000 | 2–3 weeks of on-site training during commissioning. Should cover: startup/shutdown sequences, formula changeover, common fault diagnosis, daily maintenance checklist, screener mesh replacement, and safety protocols for steam and dust explosion prevention. |
| Initial Spare Parts | 4–6% | $12,000 – $28,000 | Crusher hammers/cages (highest-wear item — budget replacement every 4–8 months), screener meshes, mixer paddles, granulator scrapers, dryer lifter flights, conveyor belts, bearing sets for all major rotating equipment, and a spare PLC power supply. |
The one line item most buyers under-budget by 30–50%: interconnecting conveyors and bucket elevators. Equipment suppliers sometimes quote the major machines only and treat conveyors as “site scope.” That’s 8–14 conveyors on a 5 TPH line depending on layout. At $3,000–$8,000 per conveyor installed, this gap alone can be $30,000–$70,000. Ask for a single quote that includes every conveyor, elevator, chute, and transfer point between the crusher inlet and the packing machine outlet.
Comparison of NPK Fertilizer Granulation Processes
Your granulation method choice is the single decision that locks in your equipment list, your operating costs, your energy consumption, and the product quality ceiling. Here’s how the four methods stack up:
| Parameter | Rotary Drum | Disc Pan | Double-Roller Extrusion | Tower / Prilling |
|---|---|---|---|---|
| Feed Condition | Moist powder (8–14%) | Moist powder (8–14%) | Dry powder (<3% moisture) | Melt (120–145°C) |
| Recycle Ratio | 0.5:1 – 1:1 | 0.2:1 – 0.5:1 | N/A (dry process) | <0.1:1 |
| Energy Use (kWh/ton) | 45–65 | 35–50 | 25–35 | 120–180 |
| Granule Shape | Spherical, smooth | Spherical, smooth | Angular, irregular | Spherical, very smooth |
| Granule Hardness | 15–25 N | 12–20 N | 10–18 N (higher with pressure) | 25–40 N |
| Requires Dryer? | Yes | Yes | No | No (solidifies in tower) |
| Capital Cost (5 TPH) | $180K–$280K | $140K–$220K | $110K–$180K | $4M–$8M+ (minimum scale ~15 TPH) |
| Formula Flexibility | Excellent — handles widest range | Good — sensitive to feed consistency | Moderate — limited by compaction behavior | Limited — urea-based formulations only |
| Micronutrient Handling | Good — binder encapsulates fines | Moderate — segregation risk in pan | Good — dry compaction avoids segregation | Poor — thermal degradation risk |
| Product Premium Potential | Moderate | Moderate | Lower (angular appearance) | Highest (premium spherical product) |
| Best For | Commercial NPK production; diverse product portfolio | Startups; single-formula operations; lower budget | Budget-constrained; dry regions; no steam infrastructure | Large-volume urea-NPK; premium export grades |
The 2026 trend: Disc pan granulation and double-roller extrusion are gaining share at the 1–5 TPH scale. The capital savings (no steam system, smaller or no dryer) are compelling for new entrants. But for plants that need to run 15+ formulas across swing production — the kind of flexibility that lets you chase margin as raw material prices shift — drum granulation remains the default. The operating cost difference narrows considerably once a drum line is running at steady state with an optimized recycle loop.
Frequently Asked Questions
What is an NPK fertilizer production line?
An NPK fertilizer production line is an integrated manufacturing system that converts nitrogen, phosphorus, and potassium raw materials into compound fertilizer granules with uniform nutrient content. The standard line includes batching, crushing, mixing, granulation, drying, cooling, screening, coating, and packaging equipment. Production capacity ranges from 1 TPH for small-scale plants to 20+ TPH for industrial exporters.
How much does an NPK fertilizer production line cost?
A complete NPK production line costs $90,000–$150,000 for 1 TPH capacity, $320,000–$520,000 for 5 TPH, and $1.2M–$2.0M for 20 TPH (total project cost, including equipment, installation, civil works, commissioning, and initial spare parts). Equipment alone accounts for 55–65% of total cost. The granulation method significantly affects the price — double-roller extrusion lines cost 30–40% less than equivalent drum granulation lines because they eliminate the dryer, cooler, and steam system.
Which granulation method is best for NPK fertilizer?
Rotary drum granulation is the most widely used method, accounting for roughly 70% of global NPK production. It handles the broadest range of formulations and produces spherical granules with 15–25 N hardness. Disc pan granulation is a strong alternative for smaller operations (1–5 TPH) with lower capital cost and reduced recycle ratio. Double-roller extrusion is best for dry-region installations where steam infrastructure is absent and budget is constrained. Tower prilling is reserved for high-volume urea-based NPK where the product commands a premium price.
What raw materials are needed for NPK fertilizer production?
NPK production uses five material categories: nitrogen sources (urea 46-0-0, ammonium sulfate 21-0-0-24S), phosphorus sources (DAP 18-46-0, MAP 11-52-0, SSP 0-16-0), potassium sources (MOP 0-0-60, SOP 0-0-50), fillers (dolomite, limestone, bentonite, kaolin — 10–30% by weight depending on target grade), and micronutrients (zinc sulfate, borax, ferrous sulfate — 0.1–2% each for specialty NPK grades). Raw material cost typically accounts for 70–80% of total production cost per ton.
How do I choose the right production capacity for my NPK plant?
Start with your distribution radius and target market volume, not an arbitrary capacity number. A 1–2 TPH line serves a 50–200 km radius with 50–200 farm customers. A 5 TPH line handles regional distribution across a state or province. A 10 TPH line supports national distribution or multi-country export. Factor in raw material sourcing logistics — a 5 TPH plant needs roughly 35–50 tons of raw material delivered daily. If your supply chain can’t reliably deliver that volume, the line sits idle regardless of its nameplate capacity.
What are the common problems in NPK fertilizer production?
The three most common issues are caking (granules fuse into solid masses during storage — caused by incomplete drying above 3% moisture or inadequate coating), nutrient segregation (granules of different NPK ratios form in the same batch — caused by poor mixer homogeneity or binder distribution in the granulator), and off-spec granule size (excessive oversize or undersize at the screener — caused by incorrect granulator RPM, binder feed rate, or screener mesh condition). All three are detectable with routine QC sampling and preventable with proper process control.
How long does it take to install and commission an NPK production line?
For a 5 TPH line in an existing building, plan on 8–14 weeks from equipment arrival to first commercial production: 3–4 weeks for mechanical installation, 2–3 weeks for electrical and piping, 2–3 weeks for commissioning and trial runs, and 1–2 weeks for operator training with production material. Greenfield sites add 3–6 months for civil construction, foundation curing, and utility connections. The total timeline from purchase order to first bag is typically 5–8 months for retrofit installations and 10–14 months for greenfield builds.
Need a custom NPK fertilizer production line configuration? Our engineering team provides detailed equipment layouts, 3D plant renderings, and itemized quotations matched to your target capacity and formula requirements. Contact us for a free project assessment.
For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520




Send a message to us